工房見学(無料)について
工房見学のお客様
外からの工房見学は無料です。
壁面のQRコードを読み取っていただきますと、各作業場についての映像がご覧いただけます。
染色体験のお客様は職人が工房内を見学&案内いたしますのでぜひご参加下さい。
(※工房の中の見学のみは出来ません。)
ショップにて小物やハギレなどの販売を行っております。
どなた様でもお立ち寄りいただけます。
詳しくはこちらで映像をご覧ください。
■11:00~17:00
■月曜休苑 ※臨時休業の場合あり。HPでお知らせいたします。


外からの工房見学は無料です。
壁面のQRコードを読み取っていただきますと、各作業場についての映像がご覧いただけます。
染色体験のお客様は職人が工房内を見学&案内いたしますのでぜひご参加下さい。
(※工房の中の見学のみは出来ません。)
ショップにて小物やハギレなどの販売を行っております。
どなた様でもお立ち寄りいただけます。
詳しくはこちらで映像をご覧ください。
■11:00~17:00
■月曜休苑 ※臨時休業の場合あり。HPでお知らせいたします。
「染の里 おちあい」は実際に職人たちが染色している現場を見学することができます。江戸時代に職人たちが生み出し、工夫を重ねてきた江戸染色の技術を駆使して、現代の匠たちが数々の作品を世に送り出しています。
Let”s visit the dyeing site of “Some no Sato Ochiai”,You can visit and see the dyeing site of craftsmen with Workshop guide map at “Some no Sato OchiaiInherthig the Edo dyeing tehinigne surrounded by the advanced dyeing technologyIt is the age of dyeing ,achines (Sticking to craftsmanship in evolving dyeing)
私たちが毎日着ている洋服やその他の繊維製品などには数々のプリント柄が染められています。布の染色技術は、この数十年間、ファッションの移り変わりと共 に大きく進化してきました。大量生産できるように機械化が進み、華やかで、精密な、さまざまな色柄が表現できるようになりました。
着物でも、今の先端技術では、コンピュータに絵柄を取り込み、インクジェットプリンタで染色するという技術も開発されています。
機械を使って、人の手をかけない方法でミスのない染色をしていくことは、人件費などもかからず、企業としては合理的なのかもしれません。
江戸の職人たちは自らの発想で図柄やデザインを工夫し、自分の手で染めていました。江戸文化の継承とは、それら江戸の職人たちの仕事と心、すべてを受け継いでいくということです。
「染の里 おちあい」をはじめとする新宿・落合の染色工房は、江戸時代の技術を頑固なまでに守り続けています。マニュアルもなく、職人たちによってのみ伝承さ れてきた染色技術を次の世代へとつないでいます。職人たちは一人ひとりの斬新な発想と工夫によって、技術をさらに進化させていくのです。
Many print patterns are dyed on the clothes and other textile products that we wear every day. Fabric dyeing technology has evolved significantly over the last few decades as fashion has changed. Mechanization has progressed so that it can be mass-produced, and it has become possible to express various colors and patterns that are gorgeous and precise.Even for kimono, with the current advanced technology, importing a pattern into a computer and dyeing it with an inkjet printer has also been developed.It may be rational for a company to use a machine to dye without human in stability without labor costs.Human technology hand The craftsmen in Edo devised patterns and designs based on their own ideas and dyed them with their own hands. Inheriting Edo culture means inheriting all the work and hearts of those Edo craftsmen.The dyeing workshops in Shinjuku and Ochiai, including “Some no Sato Ochiai,” continue to stubbornly protect the techniques of the Edo period. There is no manual, and the dyeing technology that has been handed down only by craftsmen is passed on to the next generation. Craftsmen will further evolve their technology through the innovative ideas and ingenuity of each and every one of them.

染の里 おちあいの工房で図案と型彫りを担当する池崎浅茂さんは、日本画を学び、能装束で伝統的な衣装デザインを学びました。「伝統的なものばかりではありません。 実際にスケッチに出かけてそれを図案化することもあります」と言います。そうした資料作りをベースにして、流行などを取り入れて図案を起こしていきます。
図案が決まり、彩色されたものは日本画と同じです。繊細な筆使いから温かみのある線に、仕上がりに合わせた色が載せられていきます。これが染色の下図となります。
From Buildings and people to Kacho Fugetsu(Beauty of nature )”Designs” and “pepear parttern carvings” that draw various subjectsDetermine the finish of dyeing”Based on the creation of many materials, we create designs by incorporating trends.The design is decided and the colored one is the same as the Japanese painting. From delicate brush strokes to warm lines, colors that match the finish are placed. This will be orginarl picture for dyeing.Makeing paper patten the design When the original picture is completed , it’s time to paper pattern we use knife and paper patern. There are as few as 20 papper pattern to dye Edo Sarasa rarely 300sheets are use. You will need several sheets for one figure. If you fail this type, you will not get a good result. It’s a job that requires caution and concentration. “Itaba” is the “top technique ” of Edo dyeing, where a slight miss is unacceptable. A single wood board of cherry blossoms and fir taees supports the most important and basic work for Edo dyeing, such as Edo Komon and Edo sarasa, which are dyed using paper patterns
下図が出来上がったら、今度は型を彫ります。池崎さんは筆を小刀に持ち替えて、型を彫ります。更紗は少ないもので20〜30枚、複雑なもので300枚にも 及びます。一つの図に対して数枚の型が必要になります。この型を失敗してしまうと、良い仕上がりになりません。慎重さと集中力が必要な仕事です。

江戸小紋や江戸更紗など、型を使って表現する江戸染色にとって、最も重要で最も基礎的な作業を支えるのが板場です。板場とはその名の通り、「長い一枚板」を使って作業する場所のことです。染色工房の特徴と言ってもよいでしょう。
板は「捺染板」と呼ばれ、14メートルほどの長さがあります。桜や樅の木で、継ぎ目のない一枚板です。
この板に白生地(染色する前の白い絹の反物)を貼ることから型染めは始まります。このとき、板に凹凸があるとうまく染色ができません。まずは板と白生地の 間に空気が入ったり、異物で盛り上がったりしないように、白生地を糊で張り付けます。これがなかなか修練のいるものです。
白生地が固定できたら、生地の一端から型を置いて、図柄通りに糊を塗布していきます。型紙の両端には◇型の穴が空いており、そこを目印にして型紙を送っていきます。図案や配色によって型紙の枚数が増えていきます。
「図柄に従って薄い生地の上に糊の層を作っていきます。糊の乗り具合が難しい。厚すぎると生地が糊によって焼けてしまいます。薄いと白くならなければなら ないところに色が染み込んでしまいます。適度な厚さで均等にしていくことが大切です」と言うのは、染の里 おちあいの富所正夫さんです。この道50年のベテラン職人 です。この作業は江戸小紋や江戸更紗の頂点とも言える技術です。この板場の技術を習得するには数年、そして「十余年を経て一人前の職人になれる」と言われています。
部屋の端から端まで、皺が寄らないようにピンと張られた反物が吊られています。その反物は図柄を表現する糸目(図の輪郭などの細い線)が染められています。引場には白生地が着物地へと生まれ変わっていく風景があります。
引場とは、図柄に色を挿していく工房です。糸目の中に色を入れたり、ぼかしなど着物独特の技術を施したり。着物のデザインを最終的に華やかな図柄に仕上げていきます。
引場は板場とは違い、生地を宙に浮かせた状態で彩色していきます。生地幅を細い竹の棒で引っ張り、生地全体を部屋いっぱいに広げ、職人たちは椅子に座り、 移動しながら作業します。図柄に合わせて刷毛や細い筆を操りながら、反物の端から端まで色ごとに色を付けていきます。繊細で根気のいる作業です。
「糸目をはみ出したり、雑な作業をしたりすると、反物が台無しになってしまいます。染めの作業もまた一からになります。」と、引場の責任者である大野勝さ んは言います。染色職人になって45年になる大野さんでも「何年たっても緊張して刷毛を握っている」と言いますから、これも職人の匠の技です。
Unlike Itaba, the pulling area is colored with the fabric floating in the air. The width of the dough is pulled with a thin bamboo stick, the entire dough is spread over the room, and the craftsmen sit in chairs and work on the move. While manipulating a brush or a thin brush according to the pattern, color each piece from end to end. It’s a delicate and persevering task.
“If you stick out the threads or do some rough work, the cloth will be ruined. The dyeing work will also start from scratch,” says Katsutoshi Ohno, who is in charge of the pulling field. I will. Even Mr. Ohno, who has been a dyeing craftsman for 45 years, says, “I’m still tense and holding a brush for many years,” so this is also a craftsman’s skill.
引場で重要な作業は生地に彩色することばかりではありません。何よりもどのような染料を作るかがポイントになります。
「常時用意しているのは200色くらいですが、秘伝のレシピは3000色ほどあります。」と、大野さんは話してくれました。
実は、染色に使われる染料は、染料メーカーの製品をそのまま使うものばかりではありません。染料メーカーのものをそのまま使用できればそれほど楽なことは ないが、それでは特色が出ません。こだわりの色を出すために、約200色の原染料からいくつかを選び、職人が調合して独自の色を作り出します。
「代々受け継いだ色のレシピというものがあるのですよ。今までのレシピは2000〜3000色もあります」(大野さん)と言います。「常に新しい色を作っ ていく」というから驚きます。だからこそ、誂え(色や柄などの完全オーダー)にも対応できるのです。いつも新しい着物の世界を私たちに見せてくれるのです。
Coloring the fabric is not the only important task in the field. The point is what kind of dye to make above all.
“We always have about 200 colors, but there are about 3000 secret recipes,” said Mr. Ohno.
In fact, the dyes used for dyeing are not limited to the products of dye makers. It wouldn’t be so easy if you could use the dye manufacturer’s product as it is, but that wouldn’t make a difference. In order to create a particular color, some of the approximately 200 original dyes are selected and blended by craftsmen to create their own colors.
“There are recipes of colors that have been passed down from generation to generation. There are 2000 to 3000 colors of recipes so far,” says Mr. Ohno. I am surprised because I always create new colors. That is why we can also handle custom orders (complete orders for colors and patterns). It always shows us the world of new kimono.
paper pattern” and “tools” where the souls of craftsmen dwell
Molds and brushes that exceed decades

染色を支えているのは職人たちの『腕』。その職人たちを支えているのは創業時から受け継がれてきた「型」や「刷毛」、「染料」といった道具たちでしょう。
「正確に数えたことはありませんが、2000枚はあると思います。」
と、4代目の小林元文社長が言うように、染の里 おちあいには2000枚を超える型が残っています。染の里 おちあいでは、これまでにない新しい柄にもチャレンジしています。 そのときには、自社で型を彫ります。型を独自に起こす工房はほとんどありません。それだけに独自の絵柄やデザインの開発に力を注いでいます。
It is the “arms” of the craftsmen that support the dyeing. The tools that support the craftsmen are the “paper pattern” “brushes,” and “dyees” that have been passed down since the company was founded.
“I haven’t counted it accurately, but I think there are 2000.”
As the 4th president, Genbun Kobayashi, says, there are more than 2000 types left in Somenosato Ochiai. At Somenosato Ochiai, we are also challenging new patterns that have never been seen before. At that time, we carve the mold in-house. There are few workshops that create their own molds. For that reason, we are focusing on developing unique designs and designs.
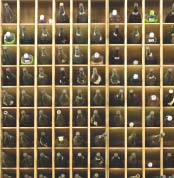
一方、刷毛も代々の職人たちの汗が染み込んでいます。壁に掛けられた数十種類の刷毛、ペン立てに収められた100本を超える筆は、彩色する色や柄によって使い分けられます。どの刷毛を使うかも職人によって違います。
On the other hand, the brush is also soaked with the sweat of craftsmen from generation to generation. Dozens of types of brushes hung on the wall and more than 100 brushes housed in a pen stand are used according to the color and pattern to be colored. Which brush to use also depends on the craftsman.

商品数:0点
合計(税込):¥0



一般社団法人 染の里 おちあい
2020年創業100年を迎える染の里二葉苑は染の里おちあいに生まれ変わります
〒161-0034 東京都新宿区上落合2-3-6
Tel. 03-3368-8133
【アクセス】
都営大江戸線・西武新宿線 中井駅から徒歩4分
営業日:火曜日~日曜日 11:00~17:00
休館日:月曜日

